 Русский
Русский  English
English русский
русский Español
Español Português
Português عربى
عربىЗапросить сейчас
Запросить сейчас

Традиционные процессы изготовления барабанов имеют множество недостатков: медленное производство, низкая автоматизация и нестабильное качество партий. Например, металлические барабаны требуют множества процессов, таких как резка, сварка и покраска, которые громоздки и сильно зависят от ручного труда; хотя выдувное формование позволяет осуществлять одноэтапное формование, он имеет низкую скорость производства и низкую урожайность. Когда лакокрасочные компании сталкиваются с резким ростом заказов в пиковые сезоны, традиционные процессы просто не могут удовлетворить производственные мощности, что часто приводит к задержкам поставок и нарушению нормальной работы цепочки поставок.
Однако машины для литья под давлением отличаются. Они используют метод «инжекции под высоким давлением для установки пресс-формы», что позволяет полностью автоматизировать непрерывное производство от плавки сырья до извлечения готовой продукции из формы. Одна машина может изготовить один барабан всего за несколько десятков секунд. Кроме того, формы стандартизированы, что обеспечивает превосходную точность размеров и равномерную толщину стенок для каждой партии бочек с краской, что полностью отвечает крупномасштабным и быстро развивающимся производственным потребностям лакокрасочной промышленности.
 АВТОМАТИЧЕСКАЯ СИСТЕМА ВЕРТИКАЛЬНОЙ ИНМОЛД-МАРКИРОВКИ (TOP-IN IML)
АВТОМАТИЧЕСКАЯ СИСТЕМА ВЕРТИКАЛЬНОЙ ИНМОЛД-МАРКИРОВКИ (TOP-IN IML)  ВЫСОКОСКОРОСТНАЯ СИСТЕМА БОКОВОЙ ИНМОЛД-МАРКИРОВКИ (SIDE-IN IML)
ВЫСОКОСКОРОСТНАЯ СИСТЕМА БОКОВОЙ ИНМОЛД-МАРКИРОВКИ (SIDE-IN IML) 

 Сервомашина HXM
Сервомашина HXM 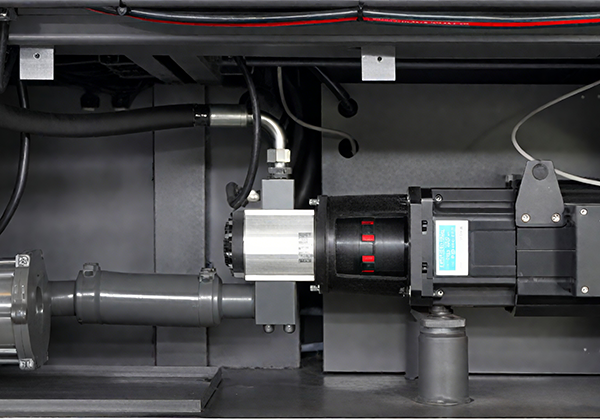 Интеллектуальный сервопривод
Интеллектуальный сервопривод 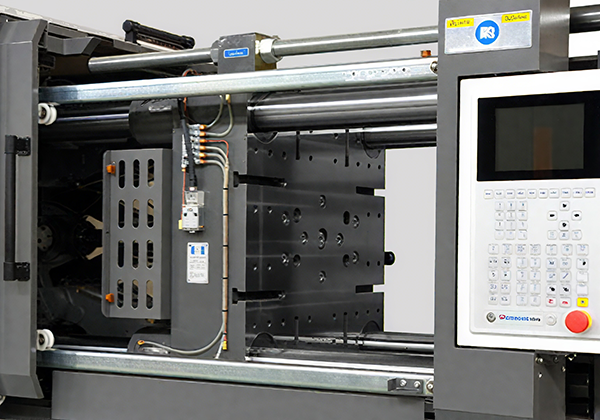 Система пластин высокой жесткости T-типа
Система пластин высокой жесткости T-типа  Оптимальное управление температурой ми -
Оптимальное управление температурой ми -  Линейная направляющая высокой жесткости Система
Линейная направляющая высокой жесткости Система 





● Выбор сырья
● Дизайн продукта
● Анализ потока плесени
● Рекомендации по проектированию пресс-форм

● Производительность продукта
● Качество продукции
● Удобство использования
● Требования безопасности

● Поток производственной линии
● Макет, Man, Macie Marcrdng в соответствии с технологическим процессом
● Периферийная автоматизация
● Умное подключение

● Профессиональная установка и ввод в эксплуатацию
● Обучение операторов на месте
● Обучение процессу формования

● Профилактическое обслуживание (ПМ)
● Модернизация оборудования
 +86-188 6861 6288
+86-188 6861 6288
+86-136 8570 6288
 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com
 No.36 Yongjiang South Road, Beilun District. Ningbo City, 315800, China
No.36 Yongjiang South Road, Beilun District. Ningbo City, 315800, China
Авторское право © 2025 Ningbo Beilun Highsun Machinery Co., Ltd. Все права защищены.
 ПОЛИТИКА КОНФИДЕНЦИАЛЬНОСТИ
ПОЛИТИКА КОНФИДЕНЦИАЛЬНОСТИ